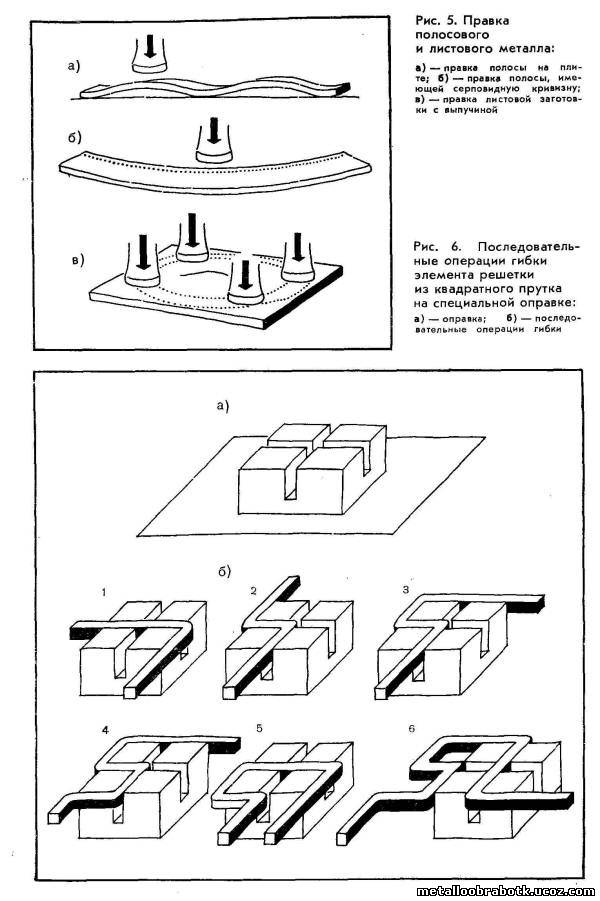
При помощи гибки из прямолинейной заготовки получают криволинейное изделие. Гибку заготовки производят путем сгибания ее вокруг какой-либо оправки, форму которой она принимает, в тисках или на плите на нужный угол. На рис. 6 изображены оправка и последовательные операции гибки квадратного прутка для изговления элемента решетки. При толстых заготовках гибку осуществляютударами молотка, лучше всего деревянного, не оставляющего на металле следов от удара. Иногда гибку производят на глаз или по шаблону. Проволоку гнут плоскогубцами или круглогубцами.
В процессе гибки наружные слои металла растягиваются и удлиняются, а внутренние, сжимаясь, укорачиваются. Неизменным по длине остается так называемый нейтральный слой, который у симметричных по сечению заготовок (квадратных, прямоугольных, круглых, овальных, шестигранных и др.) лежит на равном расстоянии от сторон, посередине, а у несимметричных профилей (треугольного, полукруглого) нейтральный слой проходит через центр тяжести сечения.
Расчет длины заготовки, подлежащей гибке, производят по чертежу, ориентируясь на нейтральный слой, который в процессе деформации сохраняет длину неизменной.
Если после гибки внутренний угол должен быть без закругления, длину заготовки L определяют по формуле
L=l1 +l2 + 0,6m,
где l1 и l2 длина участков заготовки по обе стороны изгиба, мм;
т – половина толщины материала, мм.
Если гибку производят с определенным радиусом закругления, длину заготовки L вычисляют по формуле
L = l1 + l2 + πRH a/180
где l1и l2 — длина участков заготовки по обе стороны изгиба, мм; RH — радиус изгиба нейтрального слоя, мм; а — угол гибки, град.
Пример 1. Определить длину заготовки, сгибаемой под прямым углом без закругления; длина прямых участков: l1 = 10 мм; l2=20мм; толщина заготовки квадратного сечения 4 мм.
Решение.
L= 10+ 20+ (0,6х2) = 31,2 мм = 32 мм.
Округление до большего значения необходимо, если после гибки предполагается запиливание краев в размер.
Пример 2. Определить длину заготовки, сгибаемой под углом а = 90° при радиусе R = 6 мм и толщине (круглого по сечению) материала m = 4 мм, длина участков по обе стороны загиба l1 = 30 мм и l2 = 20 мм.
Решение.
L = l1 + l2 + πRH a/180; 30+20+ 3,14(6+2)90/180=62,56 мм.
Пример 3. Определить длину заготовки для обручального кольца при внутреннем диаметре 18 мм и толщине материала прямоугольного сечения 2 мм. Решение.
Полученные в примерах размеры следует округлить до большего значения на припиловку краев в размер после гибки.
Часто длину заготовки указывают на чертеже; тогда определять ее нет необходимости. Если радиус гибки очень мал, то в металле могут образоваться трещины. Чтобы этого избежать, не следует гнуть по радиусам, меньшим двойной толщины заготовки.
Листовой металл после прокатки имеет волокнистую структуру. Чтобы не получалось трещин, его следует гнуть поперек волокон или так, чтобы линия гиба составляла с направлением прокатки угол, равный 45°.
При гибке деталей из листового металла (а в отдельных случаях также и проволоки круглого и квадратного сечения, полос и т. п.) происходит явление распружинения, т. е. угол изгиба несколько увеличивается, а деталь выпрямляется после снятия напряжения. Величина угла, на который распрямляется деталь, вследствие упругой отдачи, зависит от степени упругости металла, его толщины и радиуса изгиба. Заранее точно определить угол пружинения очень трудно, поэтому приходится заготовки загибать сильнее, т. е. с заведомо меньшими радиусами и углами изгиба, а оснастку (оправки) для получения точных изгибов деталей необходимо подбирать и дорабатывать (доводить) опытным путем.