Ряд слесарных и кузнечных инструментов, а также некоторые инструменты, применяемые при художественной обработке металлов, например чеканы, штихели и др., изготовляют свободной ковкой с последующей слесарной обработкой и закалкой.
Назначение закалки заключается в том, чтобы придать изделию высокую твердость и прочность. Однако при закалке с получением повышенной твердости сталь становится более хрупкой.
В процессе закалки изделие нагревают до высокой температуры, а затем быстро охлаждают в специальных охлаждающих средах. В зависимости от режима закалки у изделия из одной и той же стали можно получить различные структуры и свойства.
Для достижения наилучших результатов изделие равномерно нагревают до температуры 740—850° С и затем быстро охлаждают до 400—450° С. Скорость охлаждения должна быть не меньше 150° С в секунду, т. е. охлаждение должно произойти в течение всего 2— 3 сек. Дальнейшее охлаждение ниже 300° С может протекать при любой скорости, так как полученная при закалке структура достаточно устойчива и скорость дальнейшего охлаждения на нее не оказывает влияния.
В качестве охлаждающих сред чаще всего употребляется вода и трансформаторное масло. Скорость охлаждения в воде больше, чем в масле; при температуре воды 18° С скорость охлаждения достигает 600° С в секунду, а в масле до 150° С. Иногда для повышения закаливающей способности в воду добавляют поваренную соль (до 10%) или серную кислоту (10—12%), например, при закалке плашек или метчиков. Более высокий нагрев, чем это необходимо, равно как и чрезмерная скорость охлаждения в холодной воде, приводит к нежелательным результатам—короблению, деформации или даже появлению трещин и разрывов поковок.
При закалке инструментов из углеродистой стали применяют закалочные печи с температурой нагрева до 700—800 С, а для нагрева легированных и быстрорежущих сталей до 1000—1325° С.
Печи для закалки делятся на следующие виды:
1) камерные или пламенные, где изделие нагревают открытым пламенем;
2) муфельные, нагреваемые за счет сопротивления электрических обмоток;
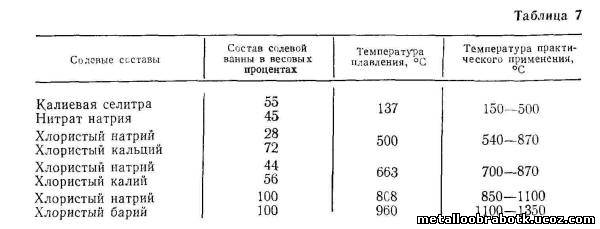
3) печиванные, представляющие собой тигли, наполненные расплавами солей, например хлористым барием.
Нагревание в ваннах наиболее удобно вследствие того, что температура ванны всегда постоянна и закаливаемый инструмент не может нагреваться выше этой температуры. Кроме того, нагрев в жидких средах происходит быстрее, чем в газовых, нагрев в расплавленных солях в два раза быстрее, чем в воздушной среде, а в расплавленном металле (например, в свинце) в четыре раза быстрее.
В табл. 7 приведены некоторые составы солевых ванн.
При нагреве инструмента в муфелях применяют следующие режимы:
1. Медленный, постепенный нагрев вместе с печью. Изделия загружают в холодную печь. Время нагрева продолжительно, но напряжение, возникающее в изделиях, наименьшее.
2. Изделия загружают в печь, нагретую до заданной температуры, и прогревают при этой температуре. Время нагрева при этом режиме меньше, но температурные напряжения больше, чем при предыдущем режиме.
3. Изделия загружают в печь, температура которой выше заданной: в процессе нагрева температуру снижают до заданной. В этом случае скорость нагрева высокая, но и напряжение, возникающее в изделиях, очень велико.
4. Изделия загружают в печь, температура которой непрерывно поддерживается выше заданной. Изделия нагревают до заданной температуры, но ниже температуры печи. Это наиболее форсированный режим, и напряжение здесь достигает максимальных величин.
В последнее время для нагрева под закалку применяют токи высокой частоты. Закаливаемую деталь помещают в специальный индуктор, по которому пропускают ток высокой частоты, и деталь очень быстро нагревают до необходимой температуры.
После закалки необходимо произвести отпуск. Он смягчает действия закалки, при этом повышается вязкость и уменьшается хрупкость и твердость изделия. Кроме того, отпуск устраняет или снижает напряжения, вызванные закалкой.
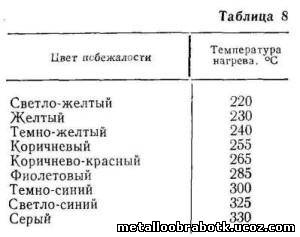
Для определения температуры при отпуске инструментов очень часто до сих пор пользуются цветами побежалости. Если очищенное от окалины стальное изделие нагревать, то, начиная с температуры 220° С, на нем образуется тонкая пленка окислов железа, придающая изделию различные цвета от светло-желтого до серого. С повышением температуры или увеличением времени пребывания изделия при данной температуре окисная пленка утолщается и цвет ее изменяется.
В табл. 8 приведены цвета побежалости и соответствующие им температуры нагрева.
Цвета побежалости одинаково появляются как на сырой, так и на закаленной стали. При отпуске закаленных инструментов применяются два способа:
1. Поверхность закаленного инструмента хорошо отшлифовывают мелкой шкуркой и затем нагревают. По мере того как температура нагрева повышается, на чистой поверхности инструмента появляются цвета побежалости. Когда появится нужный цвет и, следовательно, изделие будет нагрето до определенной температуры, его быстро охлаждают в воде.
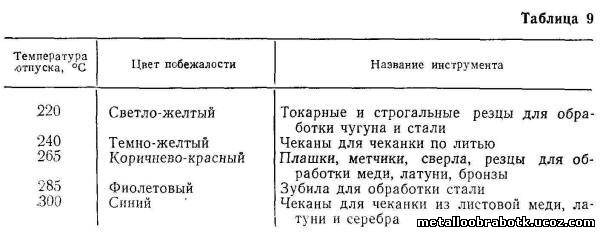
2. При закалке многих инструментов, например чеканов, штихелей, резцов, молотков и т. п., требуется, чтобы закаленной была только рабочая часть, а сам инструмент оставался бы незакаленным, сырым. В этом случае закалку производят так: инструмент нагревают немного выше режущего (рабочего) конца до требуемой температуры, после чего замачивают только рабочую часть, а место выше рабочей части остается горячим. Вынув инструмент из воды, зачищают его рабочую часть (шкуркой или трением о землю). Тепло, оставшееся в неохлажденной части, поднимает температуру охлажденного конца, и после появления на нем нужного цвета побежалости инструмент окончательно охлаждают. В табл. 9 приведены температуры отпуска и цвета обежалости для некоторых инструментов.
В процессе нагрева стальных изделий происходит их окисление и обезуглероживание. Получение на поверхности окалины идет за счет образования окислов железа.
Образование на поверхности окалины приводит к угару металла, искажению геометрической формы изделий, уменьшению теплопроводности, что понижает скорость нагрева изделия в печи. Кроме того, повышается твердость и затрудняется механическая обработка. Окалина удаляется с изделий либо механически (пескоструйкой), либо химическим путем (травлением).
Обезуглероживание состоит в выгорании углерода с поверхности изделия. Обезуглероженный слой обладает пониженной твердостью и прочностью.
Интенсивность, с которой происходит окисление и обезуглероживание, зависит от состава атмосферы печи и температуры нагрева. Чем выше нагрев, тем процессы идут быстрее.
Чтобы избежать образования окалины при нагреве, под закалку иногда применяют следующую пасту, состоящую из жидкого стекла— 100 г, огнеупорной глины — 75 г, графита — 25 г, буры—14 г, карборунда — 30 г, воды — 200 г.
Пасту наносят на изделие и дают ей просохнуть, затем изделие нагревают обычным способом. После закалки изделие промывают в горячем содовом растворе.
Для предупреждения от образования окалины на инструментах из быстрорежущих сталей иногда применяют покрытие бурой.
Для этого инструмент, нагретый до 850° С, погружают в насыщенный раствор или порошок буры.
Химико-термическая обработка. Вместо закалки некоторых инструментов и других стальных изделий применяют химико-термическую обработку. Она заключается в том, что поверхностные слои изделий под одновременным действием различных химических реагентов и высокой температуры насыщают углеродом, азотом и др. элементами, Цель такого насыщения — увеличить твердость поверхностного слоя с сохранением вязкой сердцевины изделия, повысить устойчивость его против коррозии, получить новые декоративные свойства, а также жаростойкость, сопротивление износу, истиранию и т. п.
Этот процесс основан на способности различных элементов в момент выделения из соединения в атомарном состоянии проникать (диффундировать) в поверхностные слои стали и насыщать их. Различают следующие виды химико-термической обработки: цементация, азотирование, цианирование, алитирование, силицирование и диффузное хромирование.
При изготовлении инструментов чаще других применяют цементацию— поверхностное науглероживание стали. Его применяют в тех случаях, когда инструмент должен иметь твердую поверхность при вязкой сердцевине. Чаще всего цементации подвергают изделия из малоуглеродистых сталей с содержанием углерода не выше 0,2%, а также из некоторых легированных сталей. Инструменты (или другие стальные детали), предназначенные для цементации, предварительно очищают, а поверхности, не подлежащие науглероживанию, покрывают предохранительными веществами: глиной, асбестом или — еще лучше — их подвергают меднению.
Вещества, при помощи которых производят цементацию, называют карбюризаторами. Они бывают твердые, жидкие и газообразные.
Цементация в твердом карбюризаторе (старый способ, в настоящее время применяемый редко) осуществляется следующим образом: в железный ящик загружают изделия, а все свободное пространство между ними засыпают мелко раздробленным древесным углем с примесью соды, углекислого бария и др., которые ускоряют процесс.
Вместо древесного угля (дубового или березового) применяют также угли, получаемые из животных веществ, — рогов, копыт, костей и пр. При этом ящики закрывают крышками, обмазывают глиной и нагревают в печах в течение 5—15 ч при температуре 800—950е С. Глубина науглероженного слоя получается от 0,5 до 1,5 мм. При более длительном нагреве можно получить слой толщиной до 3—5 мм.
В настоящее время применяют цементацию при помощи пасты, состоящей из смеси сажи (55%), кальцинированной соды (30%) и щавелево-кислого натра (15%), размешанных на воде. Цементацию ведут при температуре 900—920°С в течение 2—2,5 ч. Цементация пастой имеет ряд преимуществ: процесс сокращается в 2—3 раза по сравнению с цементацией твердым карбюризатором, количество деталей, загружаемых в ящик, увеличивается также в 2—3 раза за счет использования объема, занимаемого углем; однако толщина науглероженного слоя здесь меньше — 0,7—0,8 мм.
Жидкостная цементация применяется к небольшим инструментам и другим изделиям, которые можно погрузить в ванную печь, содержащую: 75—85% соды, 10—15% хлористого натра и 6—10% карбида кремния.
Процесс протекает при температуре 850—860° С в течение 1-2 ч; глубина науглероженного слоя достигает 0,3—0,4 мм.
Газовую цементацию производят в производственных современных условиях, в смеси раскаленных газов, содержащих метан и окись углерода. Обычно применяют светильный газ, генераторный газ или природные газы. Газовую цементацию производят в специальных камерах при температуре 900—950°С. Процесс протекает значительно быстрее и весьма экономичен по сравнению с цементацией в твердых или жидких карбюризаторах.