Пайка — способ неразъемного соединения металлических деталей при помощи припоев, широко применяемый в производстве художественных изделий.
Различают пайку мягкими припоями и твердыми припоями.
Пайка мягкими припоями имеет следующие преимущества: незначительный нагрев соединяемых деталей, сохранение размеров и формы деталей, простота способа, высокая плотность и др. Недостатки — невысокая прочность и термостойкость в пределах 100° С.
В процессе пайки мягкими припоями производят следующие по порядку операции:
1. Перед пайкой детали подгоняют друг к другу и места пайки тщательно очищают напильником или шкуркой.
2. Очищенные поверхности покрывают флюсом и облуживают.
3. Рабочий (заостренный) конец паяльника тщательно очищают, а если необходимо, запиливают драчевым напильником. Паяльник нагревают и его рабочий конец облуживают, для чего его предварительно погружают или натирают нашатырем (хлористым аммонием).
4. Паяльником расплавляют припой и переносят его на соединяемые поверхности деталей.
5. Паяльником медленно водят вдоль шва, пока он не прогреется и припой равномерно заполняет его.
6. После застывания припоя шов тщательно промывают и высушивают и, если необходимо, зачищают шкуркой, а наплывы припоя удаляют шабером или напильником.
Паяльник обычно нагревают до 400—450° С. Перегрев паяльника до 600° С и выше недопустим, так как медь, из которой сделан паяльник, начнет энергично окисляться и не будет брать и держать припой. Кроме того, медь при перегреве поглощает олово, оставшееся на паяльнике, отчего его рабочий заостренный конец становится хрупким и зазубренным.
Спайку предметов мягкими припоями производят на деревянной подкладке, так как металлическое основание поглощает значительную часть тепла, охлаждает детали и затрудняет работу.
Пайка твердыми припоями, у которых температура плавления выше 550° С, дает прочные, герметичные соединения. Твердые припои в основном состоят из меди, серебра, цинка и др. и применяются для пайки черных, цветных и драгоценных металлов.
Пайку твердыми припоями производят в следующем порядке:
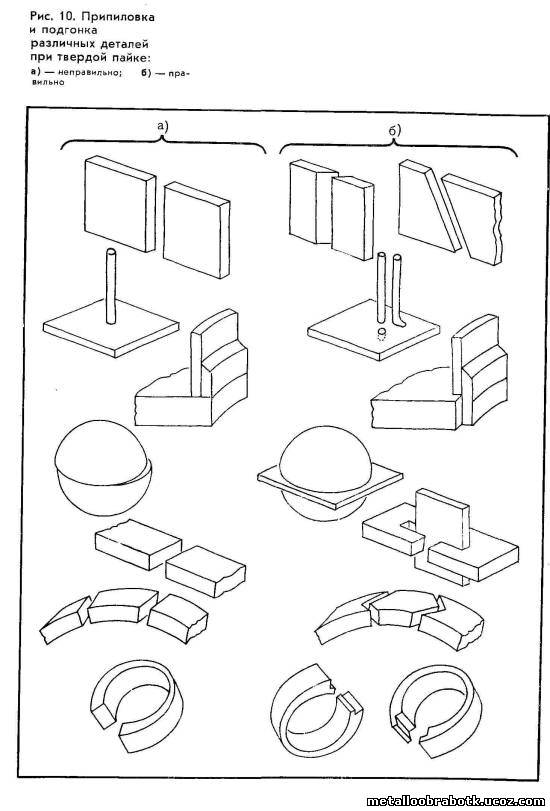
1. Спаиваемые поверхности припиливают и подгоняют. Плотность подгонки во многом обеспечивает успех пайки (рис. 10).
Спаиваемые детали соединяют и закрепляют между собой, что осуществляется посредством струбцин и других зажимных инструментов, а также посредством связывания проволокой из мягкой стали.
3. Спаиваемые поверхности покрывают флюсом (бурой) и медленно прогревают пламенем горелки или паяльной лампы.
4. На нагретый шов раскладывают припой, и нагревание продолжается, пока припой не расплавится и не зальет зазор в соединении.
5. После охлаждения производят зачистку шва и промывку для удаления остатков флюса.
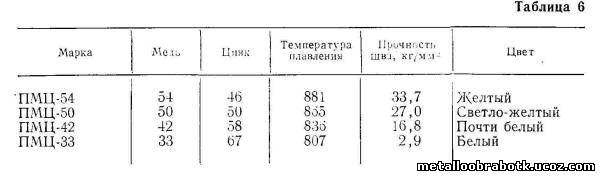
В процессе пайки необходимо внимательно следить за растеканием припоя. Он начинает плавиться, как только расплавится и сделается жидкой бура (флюс). Если припой собирается к одной стороне, значит это место нагрето сильнее и следует подогревать другую сторону; тогда припой пойдет по всему шву. Если же подогрев не дает результатов, необходимо добавить флюс и припой. Из твердых припоев наибольшее распространение имеют латунные припои (составы которых показаны в табл. 6).
Для пайки изделий из меди, латуни и бронзы, а также изделий из серебра применяются следующие серебряные припои, содержащие цинк (в %):
Кроме этих припоев, выпускаемых промышленностью, можно рекомендовать следующие составы припоя, которые легко приготовить; они дают хорошие результаты и могут быть рекомендованы для ювелирных работ:
Для пайки золотых ювелирных изделий в настоящее время применяются золотые припои, содержащие кадмий. Они имеют следующий состав (в %); их также легко приготовить:
Золота — 48,0, серебра — 30,0, меди — 10,0, кадмия — 12,0 для пайки изделий 750 пробы или золота — 58,3, серебра — 11,5, меди — 18,6, кадмия — 11,6 для пайки изделий 583 пробы.
Как указывалось выше, в процессе пайки применяют флюсы; наиболее распространенными флюсами для паяльных работ являются следующие:
Соляная кислота (раствор в воде 8—10° по Боме) — для пайки мягкими припоями цинка и оцинкованной стали Хлористый цинк (травленная цинком соляная кислота) — для пайки мягкими припоями меди, латуни, жести, стали и др. Нашатырь (хлористый аммоний) — для пайки мягкими припоями меди, латуни, облуживания паяльников Канифоль — для пайки мягкими припоями меди и латуни Бура — для пайки твердыми припоями стали, меди, латуни, бронзы, серебра, золота и др. Смесь буры с борной кислотой (в равных долях по весу) — для пайки твердыми припоями,