Клепка — это операция, с помощью которой получают неразъемные соединения деталей. Она часто применяется при изготовлении художественных изделий. Процесс клепки состоит из просверливания отверстий в деталях, установки в них заклепок и расклепывания выступающего конца заклепки с образованием второй головки. Заклепочное соединение может быть подвижным и неподвижным.
Неподвижное соединение применяется в большинстве случаев для различных металлических конструкций, начиная от решеток, ограждений и кончая ювелирными украшениями. Подвижные соединения применяются при изготовлении инструментов (щипцы, ножницы) и других изделий (петли, шарниры) для полученияшарнирных соединений, в них заклепки устанавливаются с зазором.
Заклепки изготовляют из металлов, обладающих вязкостью и пластичностью в холодном состоянии (сталь, медь, латунь, алюминий, серебро и др.). Они состоят из стержня с одной головкой, которая называется закладной головкой, вторая — замыкающая головка, образуется при расклепывании.
Наиболее распространены заклепки с полукруглой и потайной головкой (плоской). Стержень по своей длине берется исходя из суммы толщин склепываемых деталей и выступающей части стержня, необходимой для образования замыкающей головки. Для образования плоской, потайной, головки выступающий конец должен быть равен 0,5 диаметра стержня, а для полукруглой головки—1,5 диаметра стержня заклепки. Выступающий конец заклепки делают слегка коническим, чтобы легче было ввести его в отверстие.
Диаметр стержня заклепки лучше всего брать в зависимости от толщины склепываемых листов или деталей: d = 2s, где d — диаметр стержня заклепки, а s — наименьшая толщина склепываемых деталей (листов).
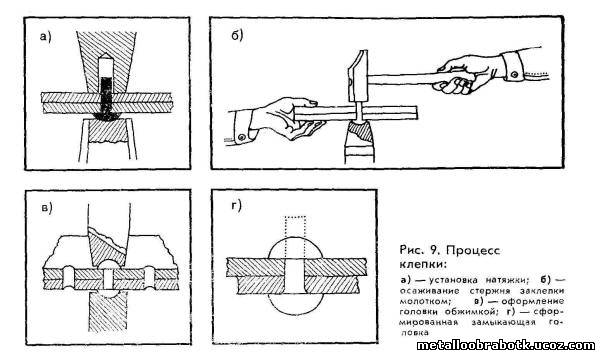
Инструментами для клепки являются натяжка и обжимка. Натяжка служит для сжатия склепываемых деталей. Она представляет собой стальной стержень с отверстием на торцовой части, диаметр и глубина которого должна быть несколько больше выступающейчасти заклепки. Обжимка служит для оформления замыкающейголовки и имеет такую же конструкцию, как и натяжка, но вместо отверстия в ней имеется лунка по форме головки.
В процессе клепки производят следующие по порядку операции:
2. Размечают отверстия под заклепки и накернивают центры. При этом расстояние от центра заклепки до края склепываемой детали должно быть не меньше 1,5 диаметра заклепки, а между центрами заклепок в ряду от 3 до 4 диаметров.
3. Сверлят (или пробивают) отверстия. Диаметр сверленых отверстий берется на 0,1—0,2 мм больше диаметра стержня заклепки— это облегчает вставку заклепок в отверстия.
4. Снимают фаски или раззенковывают отверстия под потайные головки. Заклепку вставляют в отверстия, заводя ее снизу, и под нее ставят поддержку (специальный стержень с лункой под головку, укрепляемый в тисках) или плиту.
5. Ударяя молотком по натяжке, плотно сжимают склепываемые детали.
6. Расклепывают стержень заклепки. При этом стремятся, чтобы количество ударов было минимальным, так как металл нагартовывается и теряет пластичность. Сначала сильными ударами осаживают стержень, а затем боковыми ударами формируют головку и окончательно оформляют ее обжимкой (рис. 9).
Можно сразу на выступающий конец стержня накладывать обжимку и, ударяя по ней, одновременно расклепывать и оформлять головку, но при таком способе возможно смещение головки относительно оси заклепки, что нежелательно.
При клепке возможны такие виды брака:
1. Смещение замыкающей головки относительно оси стержня из-за косо просверленных отверстий или скоса торца стержня.
2. Часть стержня расплющивается между склепываемыми деталями, если детали слабо прижаты друг к другу.
3. Стержень заклепки изогнут — это происходит, если свободная часть стрежня была велика или его диаметр мал по отношению к диаметру отверстий.
4. Мала замыкающая головка при недостаточной длине свободной части стержня заклепки.